После анонса датчик нагрузки для Airtripper экструдера я потратил немного времени, чтобы запустить несколько тестов, порисовать графики и нашел, что датчик нагрузки это не развлекательное, а очень полезное дополнение к 3д принтеру. Графики и объяснения ниже помогут вам самому решить - является ли этот датчик полезным или это пустая трата времени. Перед тем как мы перейдем к графикам - короткое введение про Датчик нагрузки для Airtripper экструдера с картинками.
В этом проекте есть много составляющих, так что будет 3 статьи, включая эту. Статья про собственно идею, следующая - про конструкцию и последняя про электронику, калибровку датчика и програмный интерфейс. Я бы порекомендовал не покупать датчик и электронику пока не изучите проект. Эта рекомендация только для того чтобы быть уверенным, что вы правильно используете датчик и он вам поможет хорошо откалиброввать (принтер пер.).
Датчик нагрузки для Airtripper экструдера

Airtripper экструдер чувствительный к нагрузке использует 5кг датчик для весов.
Возможно вы уже уловили идею как работает такой Airtripper экструдер из картинки выше. Я не жду, что он подойдет к любому принтеру, но на моем все выглядит вполне хорошо и скоро я добавлю второй. Конструкция компактна и должна подойти ко многим конструкциям 3Д принтеров. Все компоненты крепления были разработаны, чтобы обеспечить достаточную жесткость сборки. Больше подробностей будет в следующей статье.

Датчик нагрузки для Airtripper экструдера
Как это работает. Это обычный Airtripper боуден экструдер, который одним концом упирается в модуль нагрузки. Когда экструдер проталкивает пруток к хотенду, он отталкивается от прутка в противоположную сторону и давит на модуль. Встроенные в модуль тензодатчики меняют сопротивление под нагрузкой. Это изменение сопротивления измеряется посредством АЦП. В этом проекте использован Arduino Uno чтобы считывать показания снимаемые с модуля через усилитель. Показания линейны, что облегчает расчет таблиц нагрузок.
Благодаря жесткости датчика и конструкции колебания принтера мало влияют на результаты. Любые операционные задержки скорее всего много меньше, чем влияние растягивания и сжатия экструдера с боуденом. Вы можете заметить на картинке выше, что между экструдером и катушкой есть трубка, направляющая пруток. Она не дает испортить показания датчика не давая экструдеру давить на датчик в моменты, когда пруток поддергивается с катушки.
Графики с модуля нагрузки

Набор из 3х напечатанных осей для подшипников 608-ZZ
В основном целью тестирования было найти какого рода информацию можно извлечь от использования экструдера с датчиком нагрузки. Мы хотим могут ли эти графики помочь в более правильной настройке экструдера. Графики ниже это только начало, а не полный набор тестов для всех возможных ситуаций.
Некоторые условия тестов. Я использовал одну и ту же модель для печати для всех графиков кроме 12го. Модель - это набор из трех осей используемых в конструкции Airtripper боуден экструдера.
Использовались: Skeinforge - для генерации g-code, Pronterface - интерфейс для управления, прошивка Marlin, принтер - Sumpod. Надо еще заметить, что температура в тестах - это температура нагревателя, а температура наконечника может быть ниже.
График 1

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 220 , Extruder Retraction Speed (mm/s) = 13.3 , Retraction Distance (mm) = 0.8 , Restart Extra Distance (mm) = 0 .
График 1 - это мои типичные настройки, которые я использовал месяцами. Детали получаются хорошие, но требуют небольшой очистки, чтобы избавиться от множества тонких волосков и некоторых подтеков пластика.
a Модуль нагрузки показывает, что постоянное давление поддерживается, но есть небольшое увеличение после каждого ретракта.
b Ретракт недостаточен, чтобы полностью снять давление с хотенда. Это приводит к тому, что часть давления теряется через форсунку из-за экструзии. Нежелательная экструзия приводит к волоскам и подтекам пластика.
График 2

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 220 , Extruder Retraction Speed (mm/s) = 13.3 , Retraction Distance (mm) = 2.0 , Restart Extra Distance (mm) = 0 .
b Retraction увеличен до 2mm и изменение отразилось на графике. Ретракт теперь достаточен чтобы сбросить давление до 0kg, но при этом одинаковое давление поддерживается на протяжении всего графика.
a всё еще показывает небольшое повышение после каждого ретракта b.
Ректракт достаточен чтобы снять давление с прутка в боуден экструдере, но недостаточен, чтобы вытянуть пруток из кончика форсунки. Немного подтекания все еще приводит к небольшой потере давления. График 2 выглядит лучше чем первый, потому что на нём видно, что между ретрактами теряется меньше давления (это он говорит про то, что почти горизонтальные участки нарастания давления стали более пологими пер.).
График 3

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 220 , Extruder Retraction Speed (mm/s) = 13.3 , Retraction Distance (mm) = 2.0 , Restart Extra Distance (mm) = 0.1 .
Те же самые установки, что и график 2, но дополнительно после ретракта выдавливается 0.1мм прутка. График показывает одинаковый уровень давления по всему графику a а также между ретрактами b Вы видите, что все ретракты достигают нулевого давления. Ширина ретрактов показывает движения головки в промежутках между экструзиями.
Это показывает чувствительность и постоянность датчика нагрузки. Выдавливание дополнительного пластика может изменить некоторые результирующие размеры детали.
График 4

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 220 , Extruder Retraction Speed (mm/s) = 25.0 , Retraction Distance (mm) = 3.0 , Restart Extra Distance (mm) = 0 .
В этом тесте я изменил несколько параметров (показаны красным жирным) по сравнению с третьим графиком. Главное изменение - Retraction Distance = 3mm. Это привело ретракты b ниже нулевой отметки давления. Все ретракты постоянны по длине, а давление a поддерживается на постоянном уровне между ретрактами по всему графику.
Результатом этого изменения стало то, что пруток вытягивается из кончика форсунки, предотвращая потерю давления из-за подтекания расплавленного пластика из форсунки. Скорость ретракта (Retraction Speed) была увеличена почти в 2 раза чтобы уменьшить время затрачиваемое на ретракт между экструзиями.
Эти установки стали наилучшими для моего принтера - ни подтеканий, ни волосков. Я смог напечатать массу различных объектов без потери качества на их стенках. Очистка не потребовалась. Экономится время.
График 5

Flow/Feed Rate (mm/s) = 48 , Temperature (C) = 220 , Extruder Retraction Speed (mm/s) = 25.0 , Retraction Distance (mm) = 3.0 , Restart Extra Distance (mm) = 0 .
Поток и скорость подачи (Flow Rate and Feed Rate) оба увеличены в 2 раза до 48mm/s но все остальные настройки остались те же самые как на предыдущем графике. Так как в тесте печатаются детали небольшого размера принтер никогда не успевает достичь скорости 48mm/s. Однако скорость возросла и это отразилось на графике увеличением давления по сравнению с предыдущим графиком a .
Хотя давление держится в течении всего графика, но появились волны давления a как результат возросшей скорости. Все широкие пики a похожи друг на друга, что нам говорит, что это влияет управление из прошивки во время быстрой печати маленьких объектов. Хотя давление увеличилось, ретракты b всё еще остаются ниже нулевого уровня, а их длина остается постоянной на протяжении всего графика.
Несмотря на эти волны график выглядит чистым и единобразным как на предыдущем графике, с которым получены хорошие результаты печати. Более быстрая печать дала такое же качество.
Влияние температуры на значения считываемые с сенсора.
Следующие графики с 6го по 11й посвящены влиянию температуры на считываемые значения.
График 6

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 215 , Extruder Retraction Speed (mm/s) = 20.0 , Retraction Distance (mm) = 2.5 , Restart Extra Distance (mm) = 0 .
Похоже 220 градусов это лучшая температура для моего принтера. И снижение до 215 нарушает идеал как это видно на графике выше. Уменьшение температуры немного увеличивает давление a и оно немного скачет по всему графику. Длина ретракта b на графике также выглядит менее регулярной.
График 7

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 210 , Extruder Retraction Speed (mm/s) = 20.0 , Retraction Distance (mm) = 2.5 , Restart Extra Distance (mm) = 0 .
С низкой температурой в 210 градусов появилась на графике волна a . Несмотря на волну каждый ретракт b всё еще достигает нулевой отметки и выглядит намного менее постоянным по длине. Теперь график стал менее однообразным.
График 8

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 205 , Extruder Retraction Speed (mm/s) = 13.3 , Retraction Distance (mm) = 2.0 , Restart Extra Distance (mm) = 0 .
С еще большим понижением датчик определяет более высокое давление a , а также волну давления как предыдущем графике. Ретракт был уменьшен до 2mm и график стал показывать также волну на ретрактах b аналогичную волне по верхнему давлению a . Широкие участки между ретрактами теперь показывают резкое нарастания и падения давления.
Стенки на объектах стали немного неровными, но пока никаких катастрофических результатов.
График 9

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 195 , Extruder Retraction Speed (mm/s) = 13.3 , Retraction Distance (mm) = 2.0 , Restart Extra Distance (mm) = 0 .
При температуре в 195 градусов считываемое давление стало выше 2кг. В остальном график аналогичен восьмому. (Заметьте, что ретракты перестали доставать до нулевой отметки пер.)
График 10

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 195 , Extruder Retraction Speed (mm/s) = 25.0 , Retraction Distance (mm) = 4.0 , Restart Extra Distance (mm) = 0 .
Длина ретракта(Retraction Distance) изменена при той же температуре что и предыдущий график. Ретракты b теперь достают до отметки 0кг и не соответствуют волнам на верху a . Длины ретрактов по графику также не консистентны.
График 11

Flow/Feed Rate (mm/s) = 24 , Temperature (C) = 185 , Extruder Retraction Speed (mm/s) = 25.0 , Retraction Distance (mm) = 4.0 , Restart Extra Distance (mm) = 0 .
Вот здесь все приобрело немного грушевидную форму. Температура снижена до 185 градусов и давление вырастает до 3кг. График выглядит искаженным, потому что экструдер достиг своего потолка и не может проталкивать пруток из-за высокого давления. Детали не смогли правильно напечататься в основном из-за проскальзывания прутка.

Набор деталей из теста к 11му графику
График показывает проскальзывание прутка c и блокировку шагового двигателя d, e . Заблокированный шаговый двигатель начинает стучать и это легко определяется по звуку без помощи сенсора. Проскальзывание прутка в свою очередь определить намного труднее, но легко увидеть это на графике в точке c . Проскальзывание прутка кажется продолжается до тех пор, пока снижение давления не достигнет точки, где шестеренка двигателя уже может протолкнуть пруток, что приводит опять к повышению давления.
Иногда блокировка шагового двигателя выглядит как ретракт - точка e на графике. В точке e ретракт случился прямо во время блокировки двигателя и мы знаем об этом, потому что давление упало до 0kg а после ретракта восстановление давления произошло не полностью. Из предыдущих графиков мы знаем, что давление после ретракта возвращается примерно на тот же уровень.
График 12

Flow/Feed Rate (mm/s) = 48 , Temperature (C) = 220 , Extruder Retraction Speed (mm/s) = 25.0 , Retraction Distance (mm) = 4.0 , Restart Extra Distance (mm) = 0 .
График 12 показывает работу при нормальной температуре 220 градусов и выставленной скорости 48mm/s. Но на этот раз мы печатаем большую деталь, чтобы принтер успевал разогнаться до заданной скорости.
Сравнивая с графиком 5 мы достигли более высокого уровня давления a и все еще получаем нормальный ретракт падающий ниже нулевой отметки b . Напечатанная деталь выглядит хорошо и мы не видим такой волны давления как на графике 8, где достигается подобное давление.
Вывод
Графики. После добавления сенсора нагрузки к экструдеру принтер печатает в наилучшем за всё время режиме. Графики сыграли важную роль в определении идеальных настроек. Впервые я получил реальные измерения с которыми можно работать.
Графики выше типичны для объектов, которые я выбрал для печати. Важно заметить, что печать более сложных объектов может выглядеть совсем по-другому. Давление не будет одинаковым по всему графику для некоторых моделей и это может быть объясняться разной работой прошивки на разных скоростях. Заполнение обычно печатается быстрее чем периметр, так что более высокое давление может регистрироваться во время печати внутренностей.
Хороший график (такие как 1-5) показывает хорошие показатели во время работы экструдера. Установки в g-code определяются аккуратно и видна хорошая повторяемость по всему графику. Достижение такого результата от боуден экструдера дает качественный результат на выходе принтера.
Графики с 7 по 11 показывают как всё начинает портиться, когда температура хотенда постепенно уменьшается. Появляются волны давления, длина ретрактов становится менее консистентной. В самом плохом случае низкой температуры датчик смог зарегистрировать проскальзывание прутка и блокировку шагового двигателя.
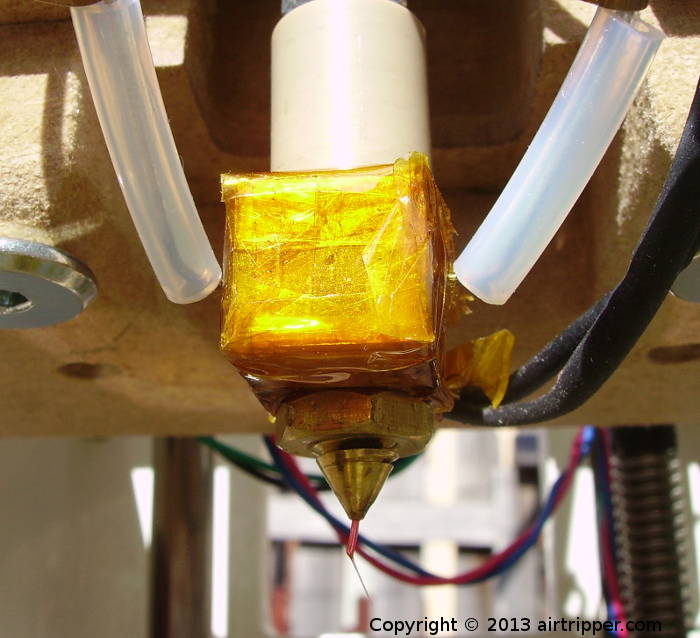
Блок нагревателя и форсунка клона хотенда V9 использованные в тестах
Волны давления. На графиках 7-11 можно увидеть своего рода волну давления когда давление поднимается и опускается как волна синуса. Это приводит к тому, что элементы графика, такие как ретракты и давление в форсунке, теряют повторяемость.
Мы знаем, что волна давления появляется, когда падает температура, потому что мы видим, что хорошие графики 1-5, 12 не показывают никакой волны на тех же самых объектах. Мы также увидели, что 3д печать на высокой скорости тоже не дает такого волнового эффекта (сравните график 12 и 8ой на котором есть волна)
На этом принтере форсунка хотенда торчит примерно на 8 мм из нагревательного блока, что, я думаю, достаточно для большой температурной разницы между кончиком форсунки и нагревательным блоком. Я думаю, что когда требуется дополнительная сила для экструзии при более низкой температуре, то из-за высокого давления кончик форсунки становится горячее пока пруток не начинается экструдировать быстрее. После этого давление падает и температура форсунки падает. Из-за падения температуры становится труднее давить пруток и давление опять повышается. Думаю датчик фиксирует именно эти волны давления и они отражены на графиках.
Будущее Я думаю, что эта технология может быть использована для бенчмарков новых хотендов. Мы, наверно, должны видеть результаты тестов многих хотендов, которые теперь появляются на рынке, и это поможет сделать выбор. Если датчик нагрузки станет популярным, он сможет помочь найти проблемы в конструкции новых хотендов. Данные считанные с датчика можно использовать, чтобы лучше подготовиться к выводу на рынок новых хотендов и чтобы завоевать доверие покупателей.
Технология экструдера с датчиком нагрузки может изменить репутацию боуден экструдеров и они, в свою очередь могут стать более популярными. Кроме того, эта технология могла бы облегчить настройку и процедуру конфигурирования на основе измеренных данных.
В будущем технология экструдера с датчиком нагрузки могла бы позволить прошивке принтера калиброваться самостоятельно, чтобы определить наилучшую скорость печати, температуру и параметры ретракта. Эти параметры могли бы также изменяться динамически в ответ на изменения скорости печати с лицевой панели. Такого рода настройка могла бы стать идеальной для 3д принтера потребительского уровня.
Следующий пост будет инструкцией по установке датчика нагрузки и как подогнать крепление под разные датчики.